Egenskaper, typer och användning av nitar

Avgasnitar är ganska vanligt fästmaterial och används ofta inom många områden av mänsklig aktivitet. Delarna har ersatt de föråldrade metoderna för nitning och är ordentligt i bruk.
tidsbeställning
Nitarna används för att ansluta till arkmaterialet och kräver endast åtkomst till arbetsytan från ena sidan. Detta är en av deras främsta skillnader från de traditionella "hammer" -modellerna. Monteringen av nitarna görs i det borrade hålet med hjälp av ett specialverktyg, som kan vara både manuell och pneumatisk. Anslutningar gjorda med avgasnitlar är mycket starka och slitstarka.Dessutom är delar lätt att installera och är mycket motståndskraftiga mot kemikaliernas aggressiva effekter, höga temperaturer och fuktighet.


På grund av dess mångsidighet och tillförlitlighet är tillämpningsområdet för nitar ganska omfattande. Delar används aktivt inom varvsindustrin, flygteknik och maskinteknik, textilindustrin och byggandet. När man arbetar med föremål med ökad fara fungerar nitar som ett alternativ till svetsfogar. Dessutom används nitar i stor utsträckning vid reparation av delar och mekanismer på svåråtkomliga platser och brandfarliga föremål. Förutom anslutningselement av järn och järnhaltiga metaller, kan avgasnitar ansluta plast och textilier i valfri kombination. Detta gör att de kan användas i stor utsträckning i elverk och aktivt används vid tillverkning av kläder, textil konsumentvaror och tankar.



Fördelar och nackdelar
Hög konsumentbehov för avgasnit på grund av nära obestridliga fördelar med dessa hårdvaror.
- Enkel installation på grund av att endast anslutningen behövs på framsidan.Detta skiljer fördelaktigt dessa hårdvaror från gängade muttrar, för installation av vilken åtkomst som krävs på båda sidor. Dessutom tenderar gängade fästelement att lossna med tiden och lossna anslutningen.
- Den låga kostnaden för avgasnitar gör att du kan skapa en pålitlig och hållbar fästning utan att spara på material.

- Ett brett spektrum av storlekar underlättar valet av fästelement.
- Möjligheten att kombinera material med olika strukturer och egenskaper utökar kraftigt användningsområdet för hårdvara.
- Hög hållfasthet och hållbar anslutning. Vid överensstämmelse med installationsreglerna och noggrann användning är nitternas livslängd lika och ibland överstiger de fästa delarnas livslängd.

Nackdelarna innefattar behovet av förborrning, felinriktning av anslutningen och tillämpningen av betydande ansträngningar när man nitar för hand. Dessutom har modellerna en engångsform och kan inte återanvändas.
Tillverkningsmaterial
Ett brett utbud av material används som råmaterial för avgasnitar. Detta möjliggör användning av hårdvara i nästan alla typer av bygg- och reparationsarbeten.För tillverkning av naglar används ett antal material, som var och en har sina egna styrkor och svagheter och bestämmer platsen för installation av framtida produkter.


aluminium
Använd ofta dess anodiserade eller lackerade modifieringar. Aluminiumnitar är lätta och låga, men i form av styrka är de något sämre än stålmodeller. Produkter används för limning av lätta metaller, plaster och används ofta inom elteknik.
Rostfritt stål
Används även i flera modifieringar. Således anses varumärket A-2 vara en av de mest motståndskraftiga mot rost och används för montering av delar vid utomhusarbete. Medan A-4 inte har lika stor motståndskraft mot sur miljö och används i stor utsträckning inom kemisk industri.



Galvaniserat stål
Den har höga anti-korrosionsegenskaper och ger en pålitlig anslutning. Men om ett av de element som ska förenas har rörlighet, slits galvaniserade delar snabbt ut.
Kopparlegeringar
Används vid tillverkning av nitar. Den mest populära är Monel - en legering bestående av 30% koppar och 70% nickel.Ibland används brons som en stång i kopparmodeller. Nackdelen med kopparelement är deras höga kostnader och risken för grön plätering under oxidation.



polyamid
Används för tillverkning av naglar som används i lätt industri och skräddarsydda. Materialet har ingen speciell styrka, men det kan målas i vilken färg som helst och ser bra ut på produkterna.
Optimalt bör alla nitarelement vara gjorda av samma material. Annars ökar risken för galvaniska processer, under vilka den mer aktiva metallen förstör de svagare. Principen om kompatibilitet måste vägledas vid valet av hårdvara för vissa material. Till exempel, en mycket oönskad koppling av koppar och aluminium, medan koppar beter sig ganska vänligt med andra metaller.



typer
Typ av hårdvara väljs i enlighet med kraven för anslutningen. På grund av det faktum att den moderna marknaden av fästanordningar representerar avgasnitar i ett brett spektrum, är det inte svårt att välja det nödvändiga elementet. Beroende på operativa egenskaper är hårdvaran uppdelad i flera typer.
- Kombinerade modeller anses vara den vanligaste typen. Hårdvara kan tillhandahålla permanent anslutning av speciellt fasta delar som utsätts för mekaniska, vikt- och vibrationsbelastningar.


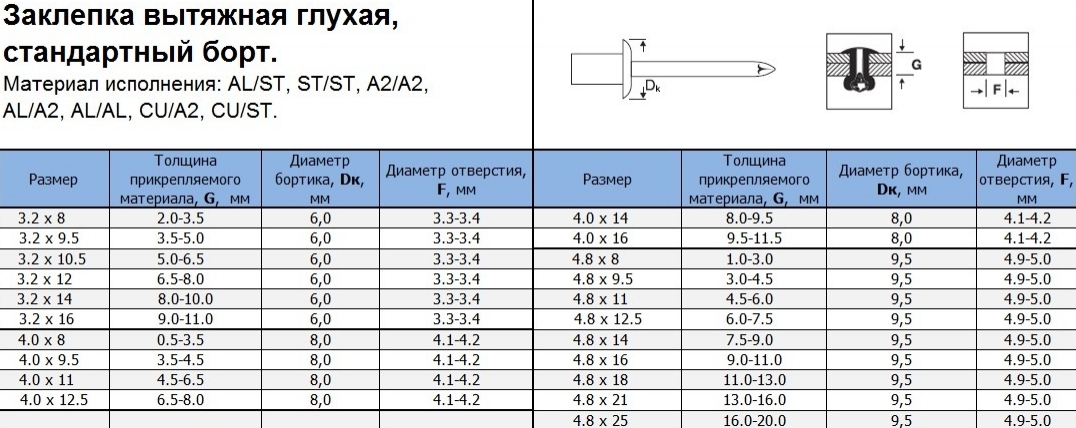
- Hermetiska modeller har en ganska smal specialisering och används ofta inom varvsindustrin. Designfunktionen för döva modeller är ett förseglat ände av stången. Produkterna kan tillverkas av rostfritt stål, koppar och aluminium.
- Multi-clamp modeller de har flera rasklepochnyh webbplatser och installeras i rörliga strukturer när det är nödvändigt att ansluta tre eller flera element. En sådan plats är belägen mellan två intilliggande element och installationen utförs med användning av en luftpistol.




Förutom traditionella modeller finns det förstärkta alternativ för nitar, vars tillverkning använder ett mer hållbart material med förtjockade väggar.
Typiska storlekar
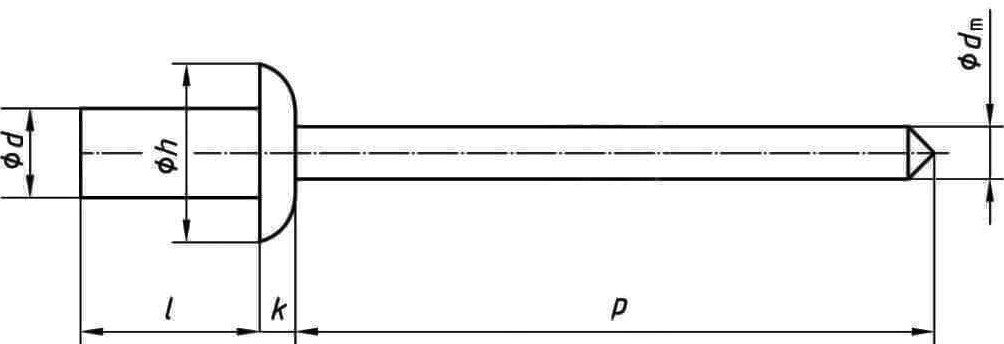
Enligt GOST 10299 80-form regleras storlekarna och diametrarna hos nitar och axlar av nitar strikt. Detta gör att du kan systematisera användningen av hårdvara, samt förenkla beräkningen av parametrarna för delar och bestämma deras nummer korrekt.Tillförlitligheten och hållbarheten av anslutningen beror på hur sant beräkningarna kommer att vara. En av huvudparametrarna hos nitar är deras längd, som kan beräknas med följande formel: L = S + 1.2d, där S är summan av tjockleken hos de element som ska förenas, d är nitarna och L är den nödvändiga längden på hårdvaran.
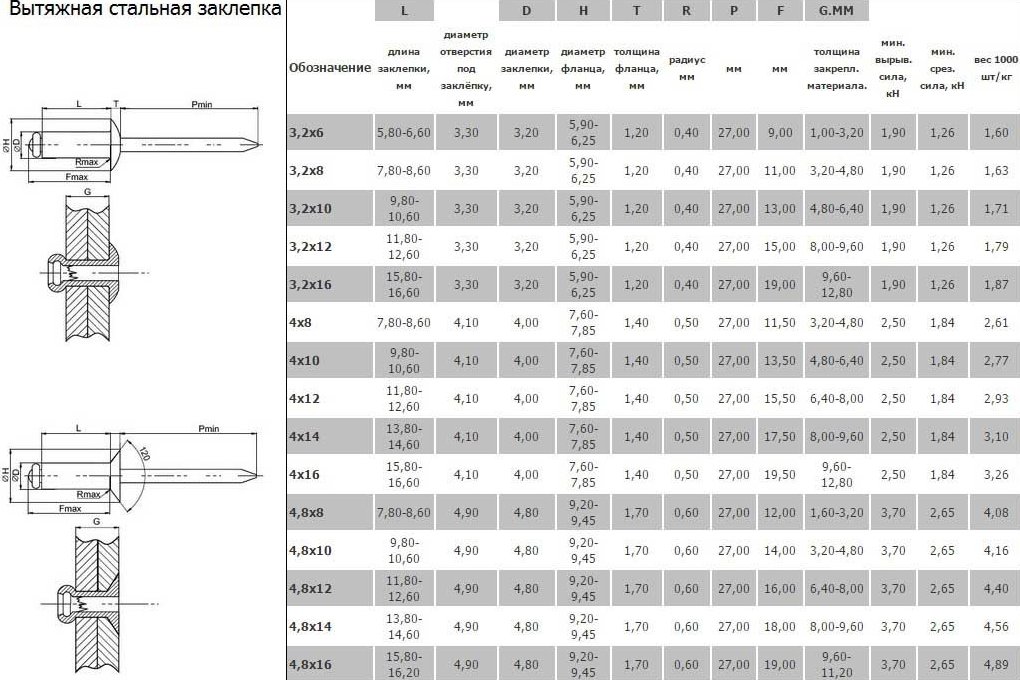
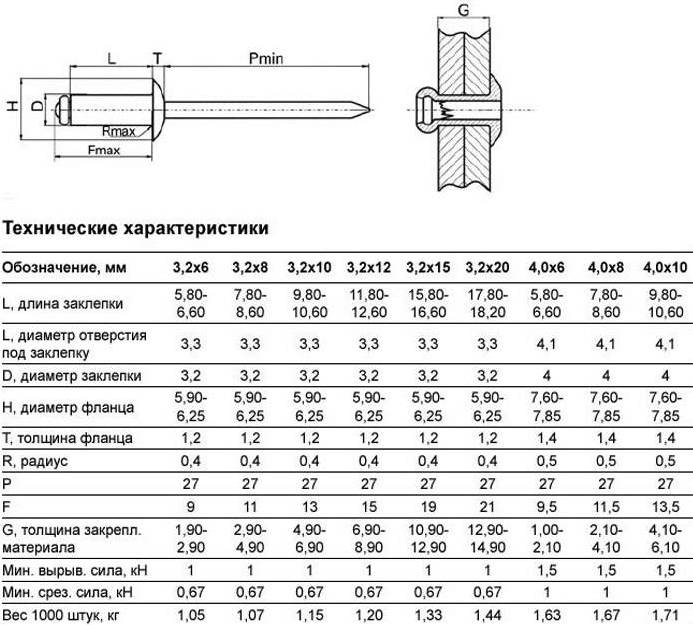
Nitdiametern är vald med 0,1-0,2 mm mindre än det borrade hålet. Detta låter dig fritt placera delen i hålet och genom att ställa in platsen, nitar. Typiska diametrar av avgasnitar är 6, 6,4, 5, 4,8, 4, 3,2, 3 och 2,4 mm. Nitternas längd varierar från 6 till 45 mm, vilket är tillräckligt för att fästa material med en total tjocklek av 1,3 till 17,3 mm.
Design och driftsprincip
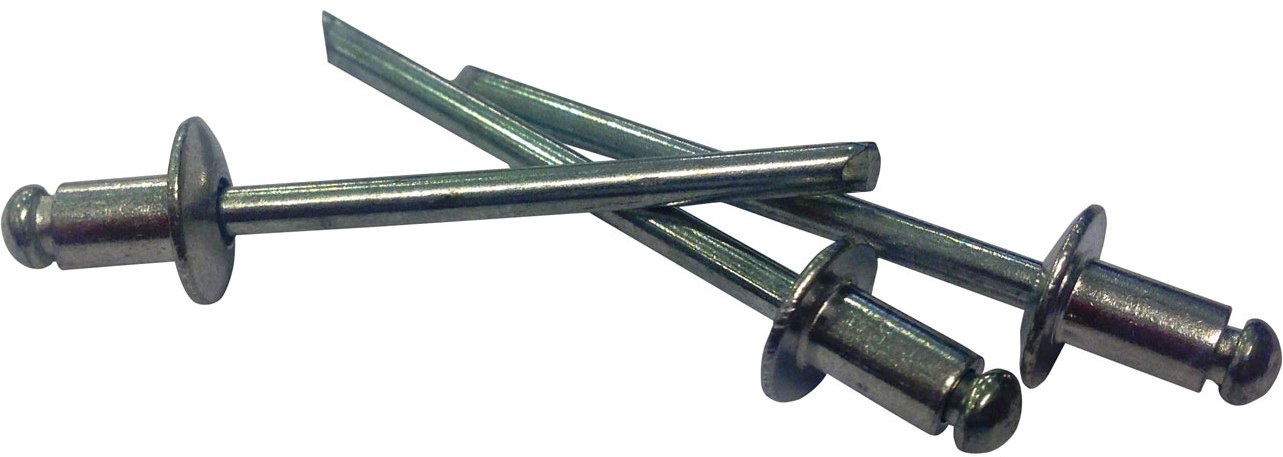
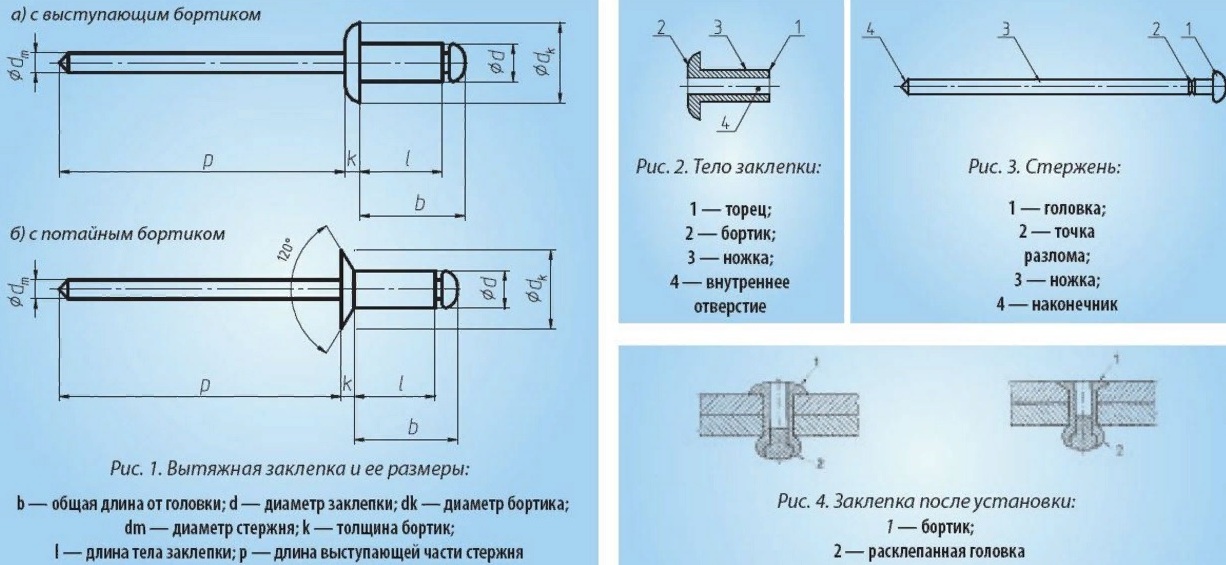
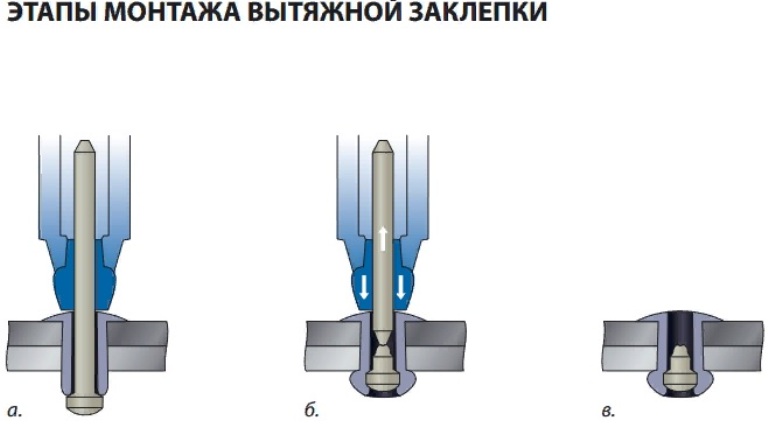
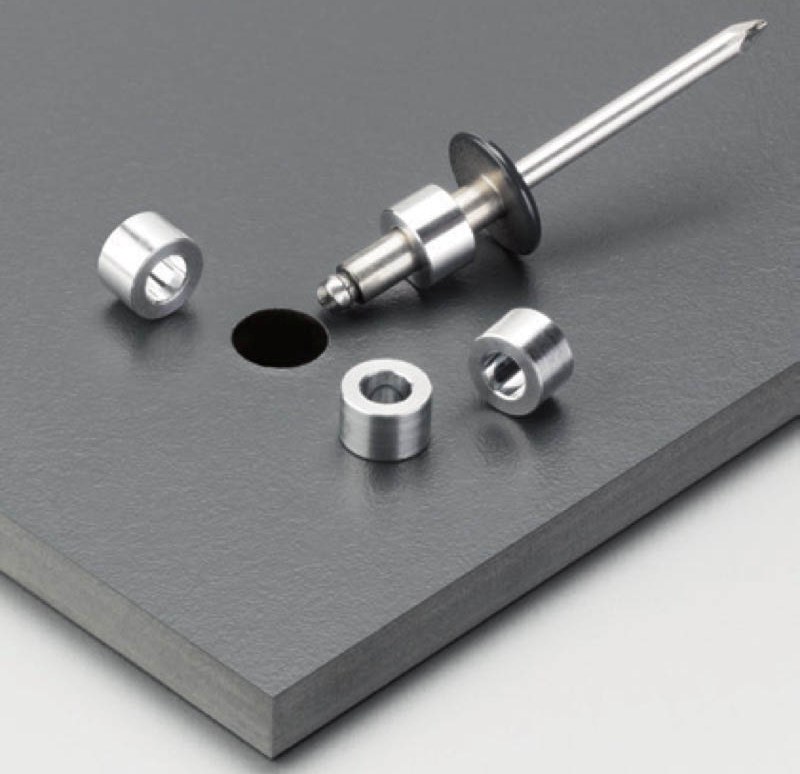
Avgasnitar produceras i strikt överensstämmelse med DIN7337 och regleras av GOST R ICO 15973. Strukturellt består delarna av två delar: kroppen och stången. Kroppen består av ett huvud, en ärm, en cylinder och anses vara huvudelementet i nitten som utför fästfunktionen. Vissa hårdvaror har en cylindrisk bas förseglad tätt. Kroppshuvudet kan utrustas med en hög, bred eller dold kant.
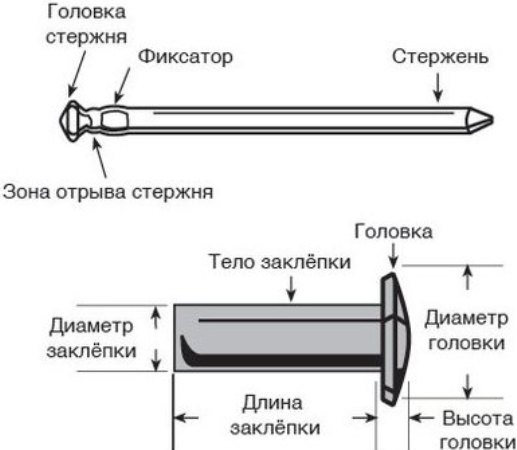
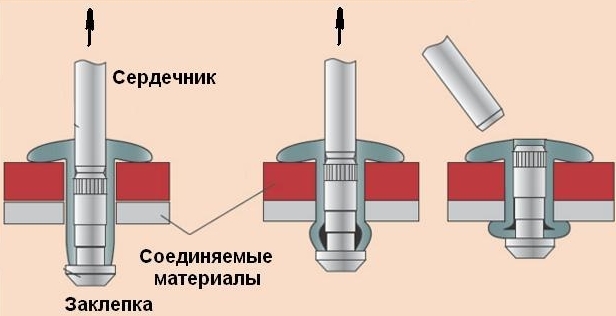
De första två ger den mest tillförlitliga anslutningen, men från framsidan blir de tydligt synliga. Hemligheten utmärks inte av sådana höga tillförlitlighetstal som höga och breda, men används också i stor utsträckning vid konstruktion och reparation. Det beror på det faktum att höjden på blindefälgens huvud inte överstiger 1 mm, vilket gör hårdvaran nästan osynlig på de fästa ytorna. Stången (kärnan) är en lika viktig del av niten och ser ut som en spik. På elementets övre del finns ett huvud och en hållare med en separationszon belägen mellan dem, längs vilken stången sönder under installationen.


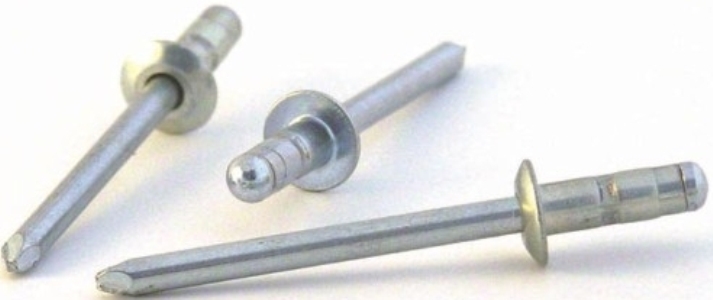
Avgasnitar finns i olika storlekar. Det numeriska värdet av märkningen av hårdvaran betyder cylinderns diameter och dess längd. Därför är dess dimensioner avgörande när man väljer fästelement. Båda värdena indikeras med "x" tecknet, och framför dem skrivs vilken legering cylindern är gjord av. Sålunda, AlMg 2,5 4x8 märkning kommer att indikera att metiz tillverkad av en magnesiumaluminiumlegering, är den yttre diametern av cylindern 4 mm och en längd av 8 mm. Nitstången är gjord av stål och tjänar för att unravela fogen. När den är installerad, dras den ut och bryts av med hjälp av en pneumatisk riveter eller tång.

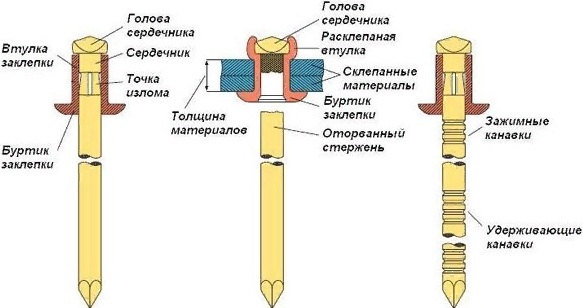
Avgasniten fungerar helt enkelt: En maskinvara sätts in i ett genomgående hål, förborras i båda arken. Därefter anligger svampen av en luftgaffel mot nitarfälgen, kläm staven och börja dra den genom kroppen. Samtidigt deformerar stånghuvudet kroppen och stramar de material som ska förenas. Vid tiden för att nå gränsvärdet bryts stången och avlägsnas. Du kan använda produkten omedelbart efter installationen.
montering
Installationen av avgasnitar är så enkel att det inte orsakar svårigheter även för nybörjare.
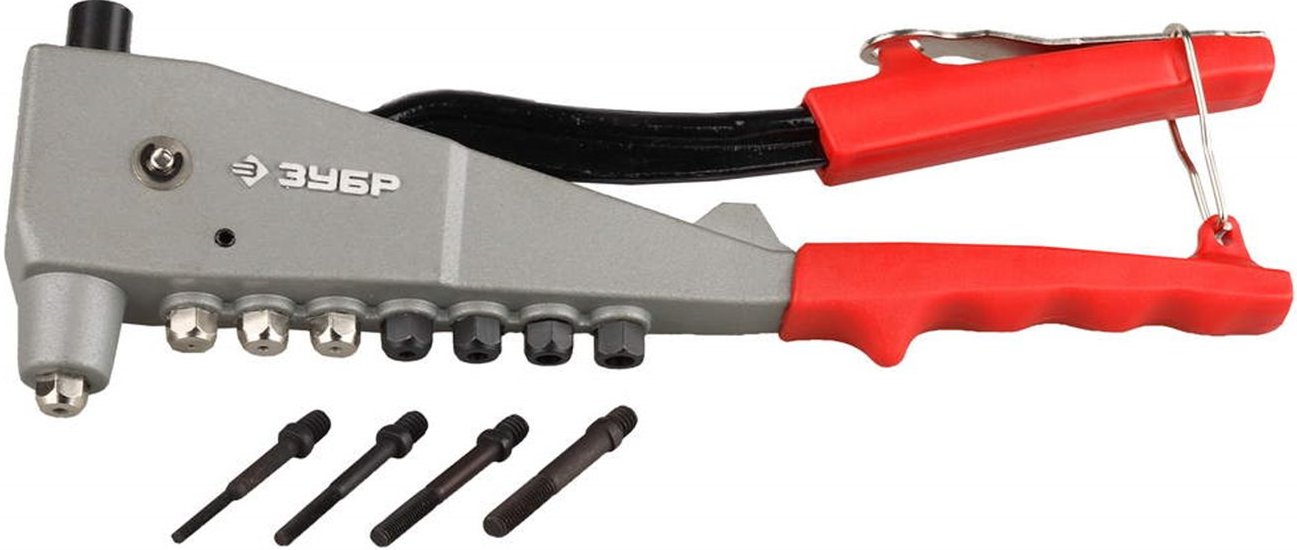
En förutsättning för montering är endast närvaron av ett nitverktyg och överensstämmelse med arbetssekvensen.
- Det första steget kommer att markeras på framsidan av den övre delen av de delar som ska förenas. Avståndet mellan två intilliggande nitar bör inte vara mindre än fem diametrar av huvudet.
- Borrhål måste göras med en liten ersättning.
- Deburring utförs på båda sidor av varje del. Om tillträde till den stängda sidan är begränsad, kan borttagning av en burr på den försummas.
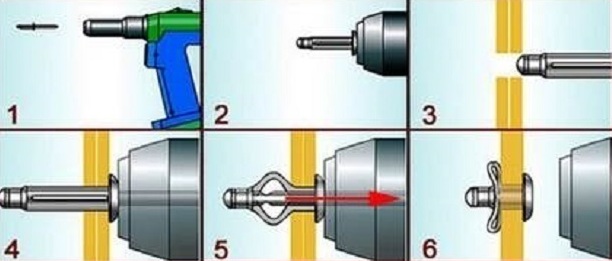
- Nitternas montering ska ske på ett sådant sätt att skaftet är placerat på framsidan.
- Stångens grepp av rivaren och pneumogunens funktion bör utföras smidigt och med tillräcklig kraft samtidigt.
- Återstående del av stången, om nödvändigt, skära av eller bita av med nippers. I fallet med en felaktigt utförd brytning av stången kan huvudet bearbetas med en fil.
Användbara tips
Förutom den allmänna arbetsalgoritmen har varje enskilt material sin egen lilla dellighet av installationen. Så, när man förenar material med olika tjocklek, bör niten installeras från den tunna sidan. Detta gör att det bakre huvudet kan bilda en tjockare planering och öka anslutningens tillförlitlighet. I frånvaro av möjligheten till ett sådant arrangemang från sidan av tunt material är det möjligt att sätta en bricka med önskad diameter. En sådan packning tillåter inte att ett tunt skikt pressas och tillåter inte att ytan deformeras.


När du ansluter hårda och mjuka material rekommenderas att du använder hårdvara med en hög sida.m, medan det motsatta huvudet är bättre placerat på sidan av det fasta materialet.Om detta inte är möjligt, kan du sedan lägga på en tvättmaskin eller använda en kronbladsknippe från sidan av det mjuka skiktet. Det är bättre att kombinera bräckliga och tunna delar med plastutblåsningsnitar eller använd distans- och radarversioner. För att få en jämn yta på båda sidor rekommenderas att använda naglar utrustade med försänkta huvuden på båda sidor.


För att bilda en förseglad vattentät anslutning, är det nödvändigt att använda stängd "döv" maskinvara, som effektivt kan förhindra inträngning av damm och förhindra inträngning av vatten och avdunstning. När nitet installeras på en otillgänglig plats, tillsammans med nitpistolen, är det nödvändigt att använda extra tillbehör i form av förlängningssladdar för att komma nära stången.
Vidare bör man tänka på att avståndet från elementets axel till kanten på de delar som ska förenas måste vara större än eller lika med två diametrar på huvudet när man installerar maskinvara. Anslutningen av lösa material måste åtföljas av installation av en extra hylsa där nitten kommer att installeras. Vid anslutning av rör med plana ytor rekommenderas det inte att överföra maskinvaran genom röret. Anslutningen blir mer hållbar om bara en av sidorna på röret är involverad i dockningen.

Sålunda är utblåsningsnitar ett universellt fästelement. De låter dig bilda en stark och pålitlig anslutning i svåråtkomliga områden. Också delar utan problem fastnar ytan med begränsad åtkomst från baksidan.
En detaljerad historia om användningen av nitar - i videon nedan.



















